Product Description
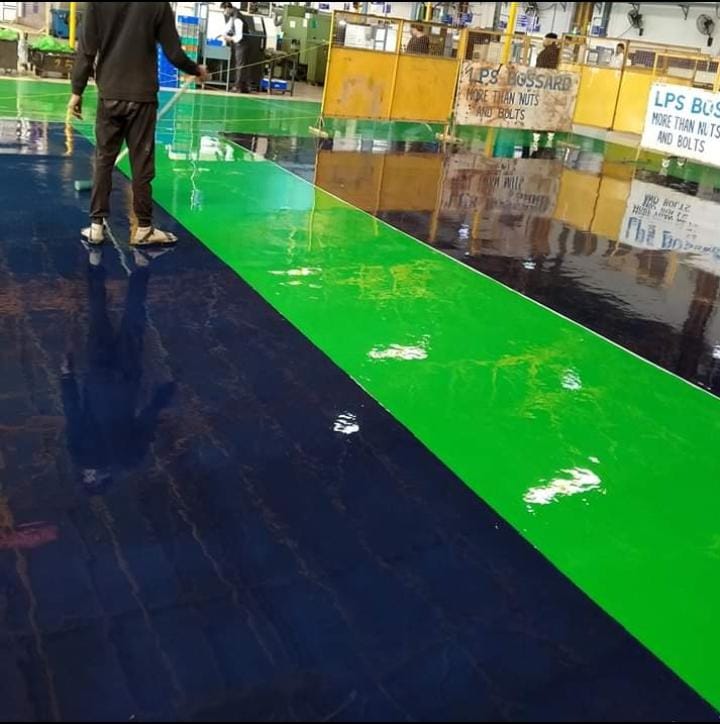
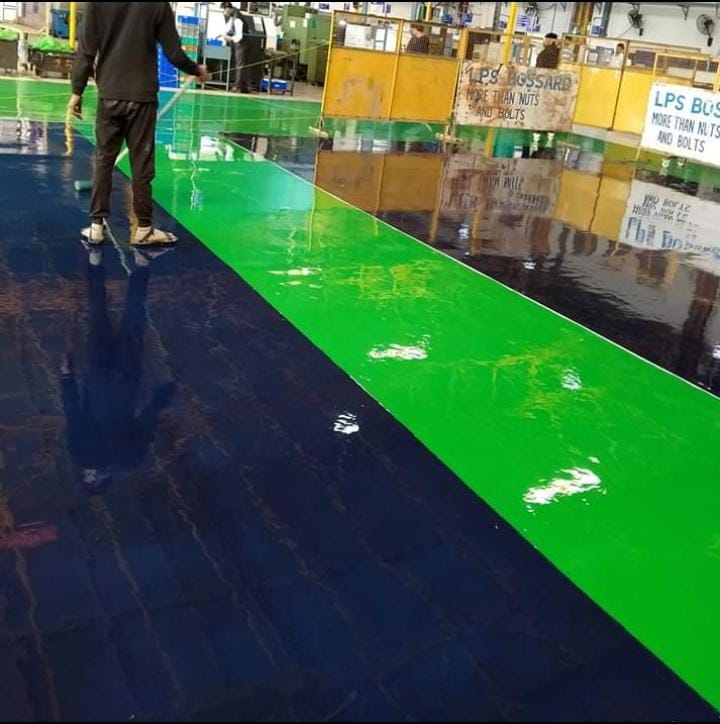
Take advantage of our affordable, top-drawer Food Grade Epoxy Floor Coating, meticulously crafted for redoubtable performance in industrial settings. This extraordinary, solvent-free, two-component coating features a convenient 2:1 base-to-hardener mix ratio. Available in Light Grey, Green, Blue, and custom shades, it cures initially in 6-8 hours, achieving full strength in 7 days. Delivering compressive strength over 75 N/mm2 with outstanding chemical resistance, this product assures FDA and HACCP compliance. Currently offered in 5, 20, and 25 kg HDPE drums, it represents a remarkable markdown for kitchens, dairies, breweries, and pharmaceutical plants across India.
Versatile Food Grade Protection for Critical Environments
Food Grade Epoxy Floor Coating is engineered for application in high-demand locations such as industrial food processing plants, pharmaceutical manufacturing units, kitchens, breweries, and dairies. This heavy-duty, liquid epoxy is ideal for floors requiring FDA and HACCP compliance. Its high-gloss, smooth finish offers not just aesthetic appeal but resolute protection-making it suitable for use in all areas where hygiene and durability are paramount, including public food facilities and specialized laboratory environments.
Sample, Export, and Supply Capabilities You Can Rely On
We offer Food Grade Epoxy Floor Coating samples to ease your decision-making process. Quotations are provided with competitive pricing, and express shipping is available for prompt delivery. Our products are handed over securely and promptly to clients across major export markets. With robust supply ability, we cater to bulk and custom requirements for traders, service providers, and suppliers throughout India and international markets with efficiency and reliability.
FAQ's of Food Grade Epoxy Floor Coating:
Q: How is Food Grade Epoxy Floor Coating applied?
A: The coating can be applied using a roller, brush, or airless spray. Ensure the surface is clean and dry before beginning the application for optimal adhesion and performance.
Q: What are the benefits of using this epoxy floor coating in food processing areas?
A: The main benefits include extraordinary durability, high chemical resistance, compliance with FDA and HACCP standards, and a glossy, easy-to-clean finish that ensures hygienic conditions in sensitive environments.
Q: Where can this Food Grade Epoxy Floor Coating be used?
A: It is suitable for use in industrial food processing facilities, kitchens, dairies, breweries, pharmaceutical plants, and other places requiring strict hygiene and heavy-duty flooring solutions.
Q: What is the process for obtaining a quotation and sample?
A: Simply contact our sales team with your requirements. We'll provide a detailed quotation and can arrange for samples. Express shipping and prompt handover are available for both domestic and export orders.
Q: When does the floor reach its full cure and can be utilized?
A: Initial curing occurs within 6-8 hours at 25C, and the coating reaches full cure strength in 7 days, after which it can handle heavy usage and cleaning processes.









 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese Send Inquiry
Send Inquiry
